188-5863-5168
电 话:0576-83779888
0576- 83779000
传 真:0576-83775588
邮 箱:fsh@hc-mould.com
地 址:浙江天台白鹤工业区
网 址:www.hc-mould.com

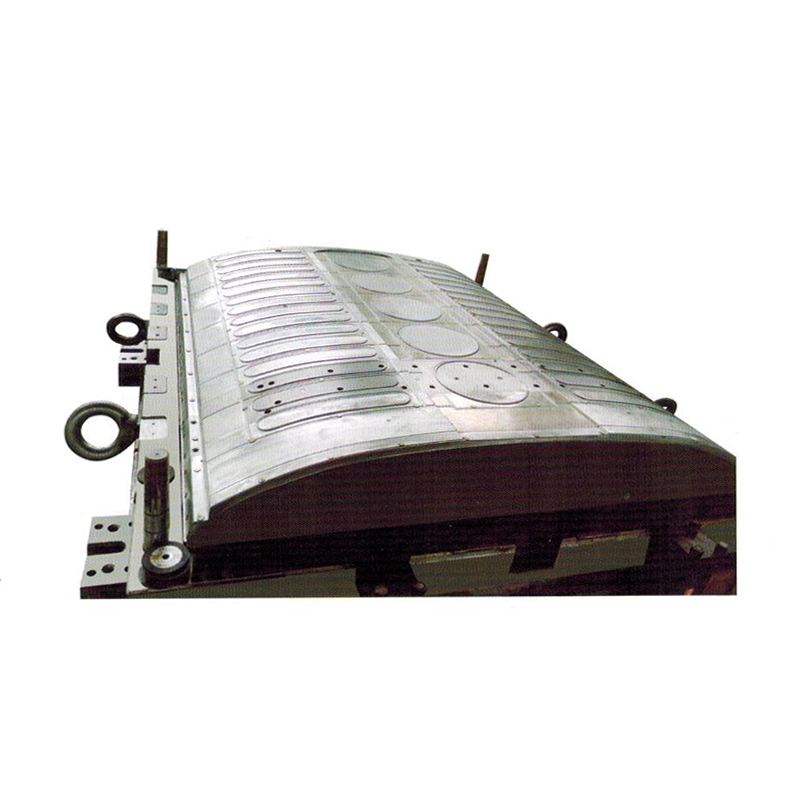
一种LFT-D模压顶置车用空调外壳
本实用新型提供一种LFT-D模压顶置车用空调外壳,它包括壳体:所述的壳体为采用LFT-D材料、整体模压成型的一体结构,且在壳体上设置加强结构和回风结构。本实用新型具有结构简单、安装方便、力学性能优越、产品重量小、生产能耗低、对环境友好等优点。
LFT-D客车用空调壳体的模压生产工艺,涉及车用空调壳体生产技术领域,本发明工艺采用改性聚丙烯聚合物颗粒、玻璃纤维和添加剂原料,经上料、计量、熔融混配、保温输送和模压固化工序制成LFT客车用空调壳体。本发明可以通过在线调节不同的添加剂,聚合物只需一次加热,可在线回收材料,本发明工艺无需经过半成品加工工序,具有能耗低、制造和物流成本低和生产周期短的优点。
1.一种LFT-D客车用空调壳体的模压生产工艺,其特征是采用改性聚丙烯聚合物颗粒、玻璃纤维和添加剂原料,经上料、计量、熔融混配、保温输送和模压固化工序制成LFT客车用空调壳体,具体生产工艺如下:(1)上料,将改性聚丙烯聚合物颗粒通过真空上料装置送至下一工序,同时将专用玻璃纤维通过连续送料装置送到下一工序;(2)计量,通过自动称量装置对改性聚丙烯聚合物颗粒进行连续称量,同时对专用玻璃纤维和添加剂进行计量;(3)熔融,将称量好的改性聚丙烯聚合物颗粒送至一阶双螺杆挤出机,一阶双螺杆挤出机升温将改性聚丙烯聚合物颗粒熔融;(4)混配,将熔融改性聚丙烯聚合物颗粒、玻璃纤维和添加剂按照根据空调壳体的机械性能要求,在二阶双螺杆挤出机中进行材料的混配;(5)定量切断,使用坯料切断装置将混配好的坯料切断;(6)保温输送,将成型坯料通过保温输送装置送至模压工序,与此同时,对模具进行冷却降温并且调整好模压机的操作参数;(7)模压固化,将嵌件放入模具中,然后将成型坯料铺在模具上,然后合模压制,模具温度为50-60℃,模具压力为2500-3500Mpa,保压时间为180秒,200秒后即可出模,放入冷却定型工装;(8)自检,对出模的型材进行目测检查,不合格品进行粉碎再处理;(9)修整,对自检合格品进行修边打孔,修整后再进行检验,检验合格品送至组装工序,不合格品进行修补,修补合格品送至组装工序,修补不合格品进行粉碎再处理;(10)组装,把需要组装的V形粘结面和壳体粘结面打磨清洗干净,用胶枪均匀的在打磨面上打上一层薄胶,再把V形放正并压实粘结牢靠,然后把铝管槽内清洗干净,并用胶枪打上胶,按要求把铝管放入槽内,保证铝管下面用胶填实,无间隙,然后用刮板把上面填实刮平,最后对组装好的空调壳体上的螺钉涂抹黄油;(11)包装,将空调壳体包装好,入库。